WATER-COAL DUST MIXTURE
How to Pump Water-Coal Dust Mixture Efficiently in Opencast Mining
Opencast mining: With this pump, you optimise coal fine dust recovery
When coal is exploited in opencast mines, coal fine dust enters the water. To conserve resources and avoid environmental pollution caused by the mixture of water and coal dust, it must be decanted by a unique system afterwards. Until now, an Australian company used centrifugal pumps for this purpose. However, they did not deliver with the desired efficiency.
As a global specialist in handling complex media, NETZSCH Pumps & Systems has the optimal solution to pump the water-coal dust mixture efficiently. We will show you how to optimise the recovery of coal fine dust and thus reduce the environmental impact of coal mining.

Individual Consulting

Environmental protection thanks to an efficient water-coal dust mixture pump
Decanting the water-coal dust mixture offers two advantages: On the one hand, resources can be conserved by recycling the valuable raw material and on the other hand, the environment and people can be protected from pollution by the mixture. In this way, you also contribute sustainably to environmental protection through an efficient system. The Australian open-cast mine extracts pulverised coal from a 25 °C warm water-coal dust mixture. For this purpose, the mixture is first fed onto horizontal belt filters. Two centrifugal pumps were used to decant the excess water until August 2017. However, these reached their limits due to the medium's unique properties. As a result, the Australian opencast miner couldn't decant the water-coal dust mixture efficiently.
Challenges in pumping water-coal dust mixture
There are different challenges when pumping a mixture of water and pulverised coal. Firstly, pulverised coal is an abrasive material that can wear out pump components such as impellers, seals and conductors. This can shorten pump life and require regular maintenance or replacement of worn parts. Secondly, water-coal dust mixtures have corrosive properties, especially if they contain high levels of sulphur or other chemically aggressive substances. Corrosion attacks the pump components and thus leads to leakage or structural damage. Another problem is the high NPSHr (Net Positive Suction Head required) value of the centrifugal pumps, which prevents the intended flow rate from being precisely maintained. The value indicates the minimum suction pressure needed at the pump inlet to ensure correct operation and performance. The cavitations that often occur in centrifugal pumps, i.e., gas-filled bubbles, not only reduce the system’s efficiency, but also make exact metering impossible. This limited the throughput of the system in the Australian coal mine. The responsible persons, therefore, decided to replace the previous water-coal dust mixture pumps with other models. The goal was to discharge the process water more precisely, reliably and efficiently. To overcome these challenges, carefully selecting suitable pump types, materials, and configurations is crucial. This is where the experts from NETZSCH where needed.
High efficiency and precise metering: This pump makes it possible
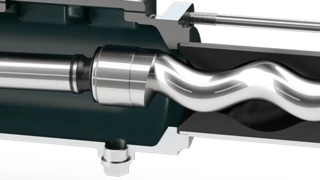
The essential requirements for the new water-coal dust mixture pumps included suitability for pumping media with solids, a flow rate of 240 m³/h, a pressure of three bar and an NPSHr value of 1.8 m. For this reason, the experts from NETZSCH recommended the use of TORNADO® T1 rotary lobe pumps. These meet the requirements of the open pit mine operator regarding flow rate, pressure, delivery capacity and suction conditions and also offer favourable and compact dimensions. The decisive advantage of the TORNADO® T1 over the previous system, however, is that the two self-priming positive displacement pumps ensure continuous precise delivery.
Since August 2017, the TORNADO® T1 rotary lobe pumps have been used at the Australian open-cast miner for pumping the water-coal dust mixture, decanting the excess water from the vacuum tank and conveying it to the clarifier or thickener. There, the water is recovered and reused in the coal preparation plant. Using the two frequency inverter-controlled pumps, a stable, lower liquid level is now achieved in the vacuum receiver, allowing you to operate it with a larger vacuum space. The higher vacuum and more consistent vacuum level result in better efficiency in coal fines recovery.
Upgrade your decanting system for water-coal dust mixture in opencast mining to a TORNADO® T1 rotary lobe pump and make a small contribution to resource conservation and environmental protection.
TORNADO® T1 rotary lobe pump
- Medium: Water-coal dust mixture
- Speed: 218 rpm
- Throughput volume: 240 m³/h
- Temperature: 25 °C
- Pressure: 3 bar
- Viscosity: 5 mPas
- NPSHr: 1.8 m