29.10.2024
Aplicaciones de las bombas helicoidales múltiples: Aplicaciones de las que puede beneficiarse
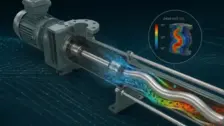
La tecnología de las bombas helicoidales multitornillo está probada y es fiable para el bombeo de una amplia gama de fluidos en una gran variedad de industrias. Gracias a su diseño robusto y su alto rendimiento, las bombas multitornillo suelen ser la opción preferida cuando se trata de manejar aplicaciones de bombeo exigentes .
Le mostraremos la gama de aplicaciones que cumplen las bombas multitornillo, las ventajas que ofrecen en distintos ámbitos y cómo beneficiarse de ellas.

Consultoría personalizada
Bombas multitornillo extracción eficaz de petróleo y gas
Una de las aplicaciones más comunes de las bombas multitornillo es la industria del petróleo y el gas. En este sector, las bombas multitornillo desempeñan un papel crucial en el bombeo de petróleo crudo, gases y productos refinados. Su robusta construcción y su capacidad para bombear medios de baja y alta viscosidad las hacen ideales para aplicaciones en este sector. Las bombas se utilizan en instalaciones marinas y terrestres, oleoductos y refinerías. Principalmente cuando se bombean materias primas viscosas, a veces abrasivas, como petróleo crudo o betún, las bombas multitornillo ofrecen la máxima fiabilidad en este campo de aplicación. También le permiten bombear largas distancias con suavidad y eficacia, incluso a alta presión, contribuyendo así a la productividad y eficacia de su cadena de producción. Gracias a su alta eficiencia energética, podrá reducir de forma sostenible los costes de explotación.
Transporte seguro con bombas multitornillo
En el campo de la industria química, la bomba multitornillo ofrece una solución ideal para el bombeo seguro y fiable de sustancias químicas. Ya se trate de productos químicos agresivos, como ácidos o álcalis, o de líquidos sensibles y reactivos, las bombas helicoidales multitornillo se encargan de todas estas tareas con eficacia. El proceso de bombeo herméticamente sellado evita que los vapores nocivos se escapen al medio ambiente. Esto significa que siempre podrá garantizar la máxima seguridad de los empleados y el cumplimiento de las estrictas normativas medioambientales. Además, las bombas multitornillo ofrecen una gran resistencia a los medios corrosivos, lo que prolonga su vida útil y minimiza los costes de mantenimiento y reparación.

Las bombas multitornillo transportan de forma higiénica y cuidadosa
En la industria alimentaria y de bebidas, la atención no sólo se centra en la eficacia y el rendimiento, sino también en los más altos requisitos de higiene. Las bombas multitornillo se utilizan a menudo en esta aplicación para bombear productos muy viscosos y sensibles, como aceites, miel, zumos de fruta o productos lácteos. La manipulación cuidadosa del producto tiene la máxima prioridad, ya que las bombas transportan el medio sin afectar a su estructura o calidad. También puede utilizar bombas multitornillo en aplicaciones higiénicas o incluso estériles en las que se requiera el cumplimiento de normas de higiene internacionales, como EHEDG o 3-A Sanitary. Gracias a las superficies lisas y al sencillo proceso de limpieza (apta para CIP y SIP), la bomba multitornillo también minimiza el riesgo de contaminación, lo que la convierte en la opción preferida para aplicaciones de la industria alimentaria y de bebidas.
Marina y construcción naval como aplicación
En la navegación y la construcción naval, las bombas multitornillo son un componente indispensable por su fiabilidad y rendimiento. Se utilizan para numerosas aplicaciones, como el bombeo de agua de lastre, el vaciado de bodegas de carga, el bombeo de lubricantes y el bombeo de combustibles. Especialmente en condiciones ambientales extremas, como altas temperaturas, oleaje intenso o exposición constante al agua salada, las bombas multitornillo se caracterizan por su durabilidad y larga vida útil. Proporcionan una gran capacidad de bombeo y fiabilidad operativa, garantizando así el buen funcionamiento de los sistemas del buque. En una aplicación en la que los fallos o las fugas podrían tener consecuencias fatales, una bomba multitornillo es la solución ideal para un funcionamiento seguro y continuo.
Energía y centrales eléctricas eficientes
En centrales eléctricas e instalaciones de generación de energía, las bombas multitornillo son esenciales para garantizar el funcionamiento de turbinas y generadores. Su tarea más importante suele consistir en suministrar de forma fiable refrigerantes a las instalaciones o bombear aceites para lubricar las máquinas. En aplicaciones de centrales térmicas, las bombas multitornillo también se utilizan para bombear aceites calientes o muy viscosos que circulan por los intercambiadores de calor. La capacidad de proporcionar caudales elevados y constantes incluso en condiciones de funcionamiento extremas permite que la planta funcione sin problemas y con eficacia. Además, la bomba multitornillo es conocida por su durabilidad, lo que significa que puede funcionar de forma fiable en aplicaciones críticas durante muchos años, reduciendo su coste total de propiedad.
Dosificación precisa en la industria farmacéutica
En la industria farmacéutica, la bomba multitornillo desempeña un papel fundamental en la dosificación y el bombeo de principios activos sensibles y costosos. La máxima precisión y pureza son esenciales en estas aplicaciones. Gracias a la posibilidad de bombear medios en condiciones estériles, las bombas multitornillo se utilizan en la fabricación y el procesamiento de productos farmacéuticos, especialmente en la producción de soluciones de infusión, pomadas o vacunas. En este campo de aplicación, la bomba multitornillo permite un bombeo preciso y constante, lo que resulta especialmente importante a la hora de dosificar ingredientes críticos. La facilidad de limpieza y esterilización hace que esta tecnología de bombeo sea ideal para aplicaciones que cumplen los requisitos de higiene y seguridad más estrictos. En este campo de aplicación, las bombas multitornillo le ayudan a garantizar la calidad y seguridad de sus productos al tiempo que hacen más eficientes los procesos de producción.

“En el procesado de alimentos, la producción de cosméticos y la industria farmacéutica en particular, debemos tener especial cuidado con el consumidor. Esto significa, por supuesto, que nuestras bombas se fabrican de acuerdo con las normas y directrices de fabricación e higiene pertinentes a nivel nacional e internacional.”
Minería: Robustez y potencia en entornos extremos
La minería es uno de los entornos más duros para las bombas, y las bombas multitornillo están especialmente diseñadas para soportar las condiciones extremas de este campo de aplicación. A menudo se utilizan para bombear lodos muy abrasivos, agua contaminada y soluciones químicas necesarias en las distintas fases del procesamiento de minerales y materiales. La robusta construcción y la alta resistencia a los materiales abrasivos hacen de esta tecnología de bombeo la solución preferida para el funcionamiento continuo en las condiciones más exigentes. También puede utilizar bombas multitornillo en explotaciones mineras subterráneas y a cielo abierto, donde la fiabilidad y durabilidad del equipo son cruciales.
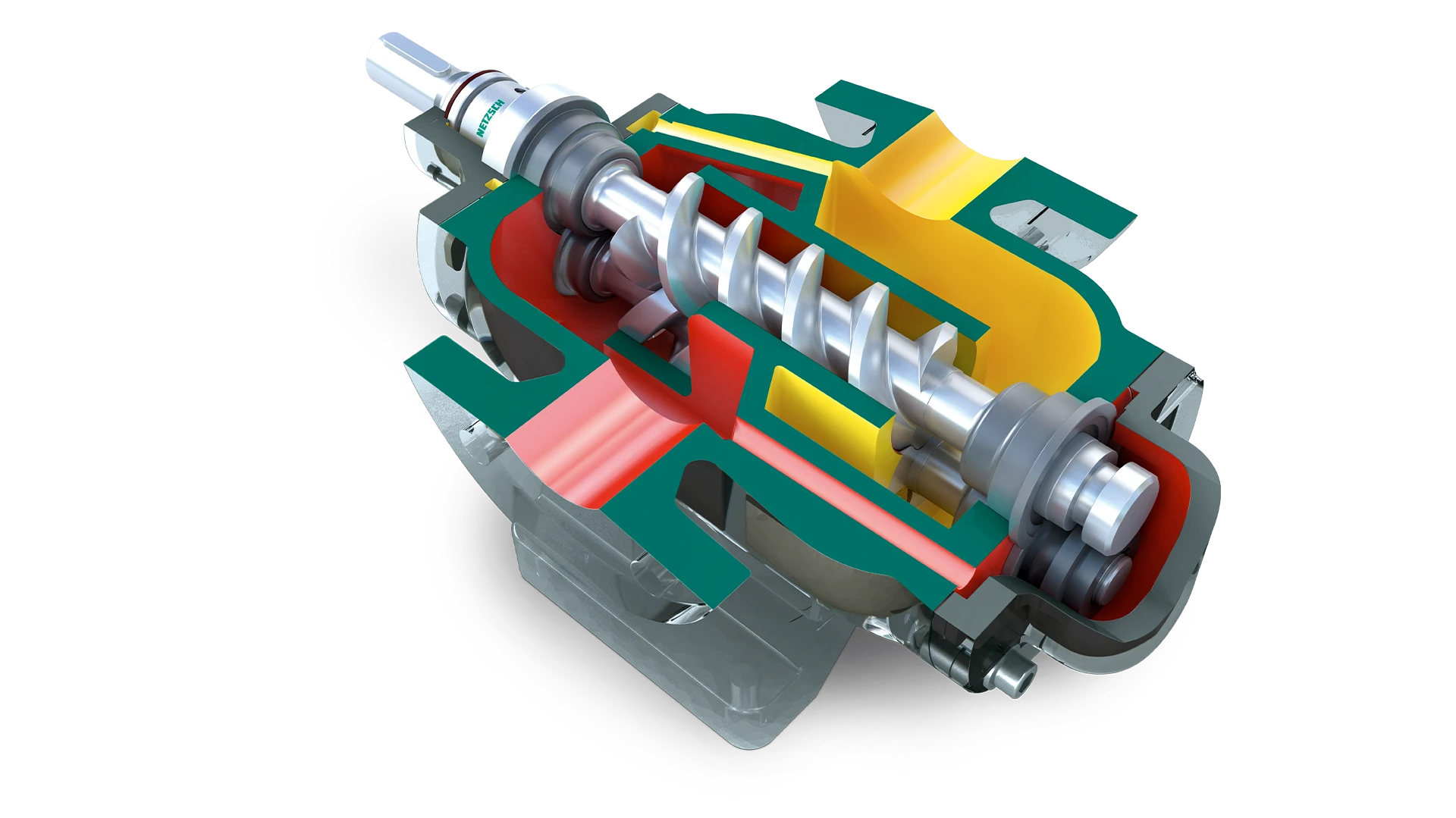
Bombas multitornillo de NETZSCH
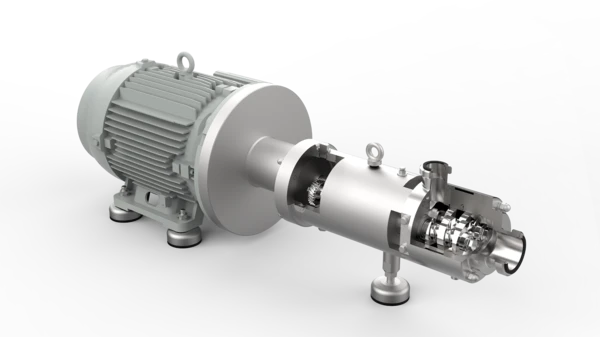
Como especialista global en el manejo de medios complejos, la cartera de NETZSCH Bombas & Sistemas incluye NEMO® bombas de cavidad progresiva, TORNADO® bombas lobulares rotativas, PERIPRO® bombas peristálticas, sistemas de molienda, así como NOTOS® bombas multi tornillo. Están disponibles cuatro versiones diferentes para aplicaciones tanto higiénicas como industriales.


Las bombas multitornillo de NETZSCH no sólo son duraderas y fiables, sino que también se adaptan de forma óptima a los requisitos específicos de cada aplicación. No dude en ponerse en contacto con nuestros expertos, que encontrarán la solución de bombeo óptima para sus necesidades.