13.07.2026
How to Find the Right Food Pump for Your Process
Food pumps are a key component of modern production processes. They ensure safe, hygienic and process-stable conveyance of a wide variety of media: From low-viscosity liquids to high-viscosity, sensitive or solid-laden products. The choice of the appropriate technology has a significant impact on product quality, plant availability and cost-effectiveness.
As a global specialist in handling complex media, NETZSCH Pumps & Systems offers innovative solutions for demanding applications in the food industry. We will show you which factors to consider when designing food-grade pumps.
Hygienic requirements for food pumps

Customised Consulting
The food industry is subject to strict hygienic standards, encompassing both legal requirements and industry-specific guidelines. Food pumps must be designed to ensure contamination-free pumping whilst also allowing for efficient cleaning. Key requirements include smooth, dead-space-free surfaces, durable materials, and a design that facilitates cleaning. Particularly in cases of frequent product changes or sensitive media, the ability to perform CIP (Cleaning-in-Place) and SIP (Sterilisation-in-Place) cleaning is a decisive factor for process reliability.
Reliably handling a wide variety of media
The wide variety of media to be pumped in the food industry places high demands on the design of food-grade pumps. Products differ significantly in their physical properties, particularly viscosity, temperature behaviour, solids content, and shear sensitivity. In practice, this means that highly viscous media, such as doughs or concentrates, must be conveyed reliably, whilst sensitive products, such as yoghurt or fruit preparations, must be handled gently. At the same time, handling media containing solids requires conveyance without structural changes, whilst precise dosing must be ensured under varying process conditions. Selecting the appropriate pump technology requires accounting for these different requirements to ensure consistently high product quality.
Pump technologies for the food industry



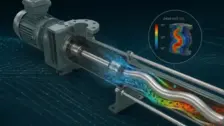
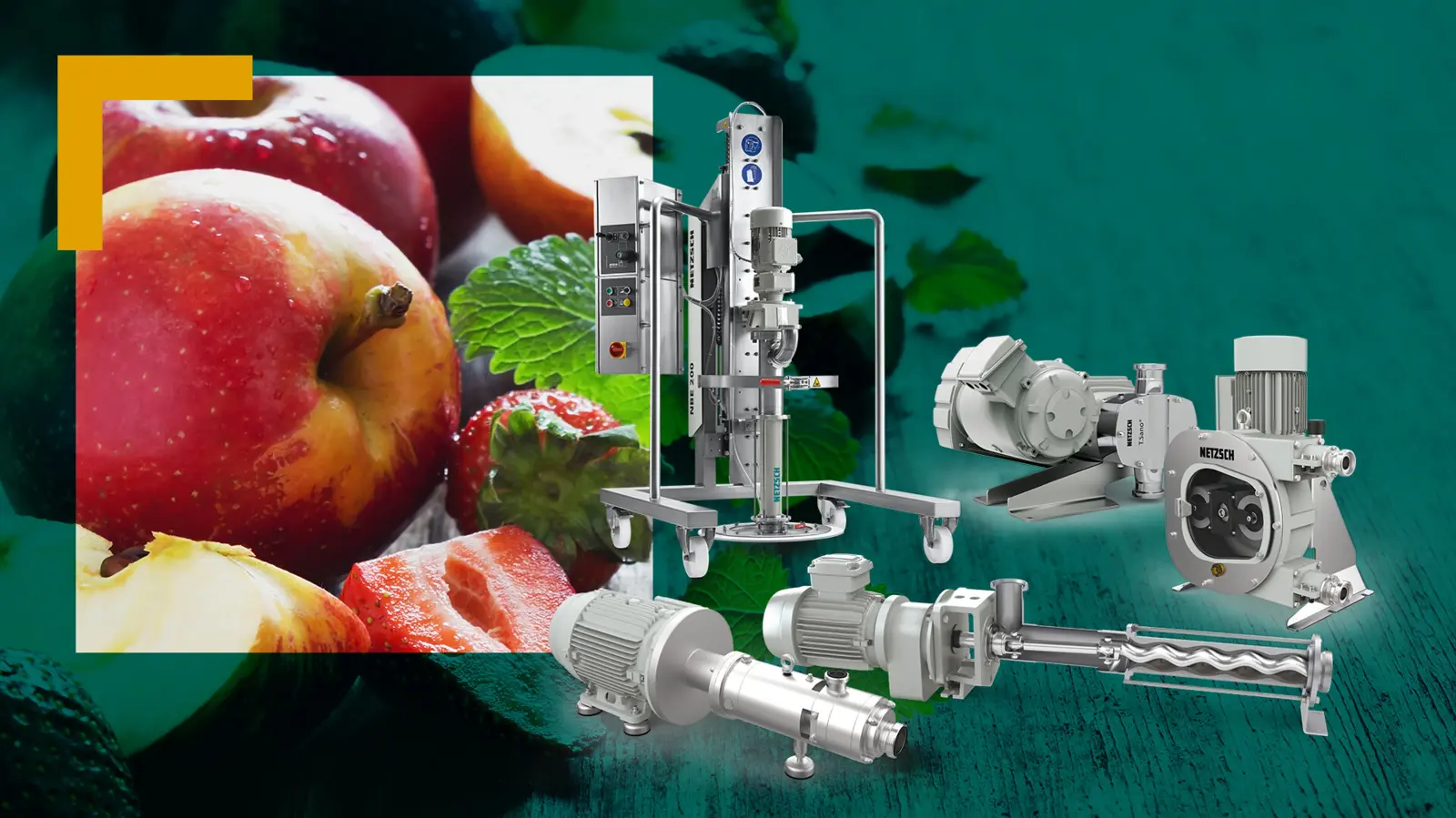
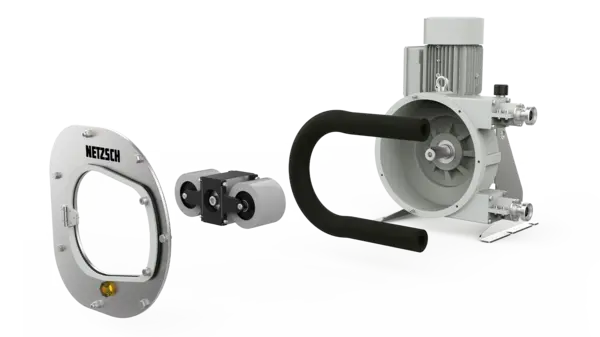
Different pumping principles are used depending on the application. Positive displacement pumps play a key role, particularly when dealing with demanding media, as they enable continuous, low-pulsation delivery. Progressing cavity pumps, such as the NEMO®, offer advantages in handling viscous and sensitive media. TORNADO® rotary lobe pumps are characterised by their compact design and high operational reliability, particularly with media containing solids. For highly viscous or abrasive media, using peristaltic pumps such as the PERIPRO® may be appropriate, as the pumped medium comes into contact only with the hose. Multi screw pumps like the NOTOS® are, on the other hand, suitable for uniform delivery with low pulsation and high dosing accuracy.
Focus on operational reliability and efficiency
In addition to the actual pumping task, long-term operational reliability is a crucial factor when using food pumps. They must operate reliably, prevent unplanned downtime, and facilitate efficient maintenance. A well-founded design accounts for the process’s specific temperature and pressure ranges, as well as the required dosing accuracy. Clearly defined maintenance intervals and good component accessibility also play a central role in ensuring cost-effective operation. Furthermore, aspects such as energy efficiency and life-cycle costs are becoming increasingly important. Modular concepts and maintenance-friendly designs help to reduce downtime and sustainably increase overall plant efficiency.
Integration into existing production systems

“In the food industry, a pump is far more than just a piece of technology. Only pumps handling food with care and precision can preserve its value and taste. In addition to hygienic TORNADO® rotary lobe pumps, NOTOS® multi screw pumps and NEMO® progressing cavity pumps, our product portfolio also includes PERIPRO® peristaltic pumps. Together, these pumps offer safe and particularly gentle pumping of food, cosmetic and pharmaceutical media. You can rely on us for innovative pump solutions meeting highest standards of cleanability, product safety and process efficiency.”
Food pumps form part of complex plant structures and must be seamlessly integrated into existing processes. Interfaces with control systems, flexible installation options and adaptation to individual process parameters play a key role in this regard. Furthermore, digital solutions are becoming increasingly important. Condition monitoring and predictive maintenance enable early detection of anomalies and further optimise processes.
Selection criteria for the right food pump
The selection of a suitable food-grade pump is always application-specific and based on an analysis of the relevant process conditions. This is the only way to achieve a technically and economically viable solution. Key factors include the properties of the fluid being pumped, such as viscosity, solids content and shear sensitivity, as well as hygiene requirements and suitable cleaning procedures. Furthermore, the required flow rate, prevailing pressure conditions, and integration into existing plant structures play important roles. Maintenance and service requirements must also be considered early to ensure reliable operation. Only by taking a holistic view of these factors can a solution that meets both the technical requirements and the economic objectives be developed.
The selection and integration of food pumps requires a deep understanding of the specific application. The experts at NETZSCH support you from analysis and design right through to commissioning and beyond. Together with you, we develop solutions that ensure your processes remain stable, efficient and safe in the long term.