银色沼泽
矿石加工中银泥的高效输送
如何在不稀释的情况下泵送高固体含量的银泥
富含矿物质的泥浆提取经常给加工厂的操作人员带来技术挑战。如何在不增加不必要的能源和化学品用量的情况下可靠地输送固体含量极高的泥浆?这正是墨西哥北部一家矿业公司所面临的问题,该公司必须将银泥从脱水工艺输送到下游浸出工艺。
作为处理复杂介质的全球专家,NETZSCH Pumps & Systems 为要求苛刻的采矿应用提供量身定制的泵解决方案。我们将向您展示如何可靠、经济地输送高浓度银泥。

个人咨询

泵送银泥时面临的挑战
银泥是在矿石加工过程中对碎矿石和水的混合物进行机械脱水后产生的。这一工艺步骤的目的是最大限度地增加泥浆的固体含量。矿物成分的浓度越高,随后的沥滤过程就越有效,银就能从矿石中化学溶解出来。然而,随着固体浓度的增加,对输送技术的要求也大大提高。银泥中含有大量的矿物颗粒,这大大增加了介质的粘度。同时,污泥的磨蚀性也会增加。固体成分会对叶轮、外壳和密封件等关键泵部件造成严重磨损。此外,在固体浓度较高时,介质的流动特性也会发生变化。在这种情况下,许多类型的泵都会失去输送能力或无法再稳定地输送污泥。这将导致输送流量不稳定、磨损加剧和频繁的维护干预。下游浸出工艺的要求也起着重要作用。银泥中的固体含量越高,化学萃取的效率就越高。同时,较低的含水量可减少对昂贵的腐蚀性工艺化学品的需求。因此,加工厂的操作人员面临着一项具有挑战性的任务:他们必须可靠地运输高浓度银泥,同时确保工厂的运行安全和经济效益。
当泵成为白银加工的瓶颈时
在墨西哥北部一个大型银矿的加工厂,银泥在脱水后将被输送到下一个加工阶段,其固体含量约为 60%。然而,现有的泵技术无法实现这一目标。所使用的离心泵只能泵送固体含量约为 30% 的污泥。要输送银泥,就必须在已经脱水的介质中再加水。这就造成了技术上和经济上的低效。虽然之前已使用能源和化学品去除泥浆中的水分,但为了确保泵送性,又要重新加水。后果显而易见。含水量的增加导致下游浸出过程中对工艺化学品的需求增加,进一步提高了运营成本。同时,银泥的高磨蚀性对泵造成了严重磨损。离心泵必须定期检修,平均三个月就要更换一次。此外,固体含量低也影响了工厂的工艺优化。随着银泥变得越来越稀,单位输送量的含银量也随之降低,直接影响了整个处理过程的效率。为了寻找替代方案,运营商测试了一种旋转叶泵。然而,事实证明这种方法也不适合苛刻的运行条件。仅运行了两天,泵壳就因银泥的研磨作用而损坏。
高浓度银泥的稳定输送
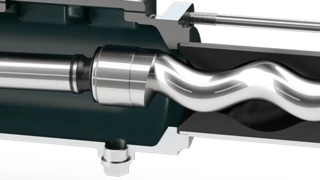
耐驰为墨西哥北部矿业公司所面临的问题找到了解决方案,即工业设计中的NEMO® BY型螺杆泵。这种泵专为高粘度、含固体的介质而设计,即使在苛刻的工艺条件下也能提供稳定的流量。其设计基于基于螺杆泵原理运行的转子-定子系统。介质在封闭的输送腔中通过泵持续输送。即使银泥中的固体含量很高,这种连续的正排量也能确保流量均匀。另一个决定性因素是低剪切应力的平缓输送。介质的均匀运动不会产生湍流,从而使泥浆保持稳定,即使在粘度很高的情况下也能可靠地输送。这样就能防止偏析或不稳定的输送条件。此外,还为这种高磨损性应用选择了特别耐磨的材料组合。碳化钨转子与专为高磨损应用而开发的定子配合使用。这种材料的选择大大减少了矿物颗粒造成的磨损,延长了泵部件的使用寿命。泵的几何形状也是专为富含固体的介质而设计的。加大的填料函和锥形吸入室可改善介质的进入并减少流量损失。因此,即使是高浓度的银色泥浆也能保持稳定运行。在测试过程中,污泥中的含水量逐渐降低。以前使用的泵只能输送固体含量约为 30% 的泥浆,而现在使用的螺杆泵则可以输送银泥。 NEMO®现在,螺杆泵无需额外注水即可输送固体含量高达 65% 的银泥。
这为操作员带来了几项可衡量的优势。无需加水,大大减少了后续浸出过程中的化学品消耗。同时,由于泥浆中含有更高浓度的矿物成分,每小时可处理更多的银矿石。工厂的生命周期成本也有所降低。尽管银矿泥具有磨损性,但转子和定子的使用寿命却达到了三个月左右。同时,维护成本也大大低于以前使用的离心泵。如今,该矿使用NEMO® 泵运行三条银泥输送线。更稳定的输送、更低的工艺成本和更高的设备利用率使工厂受益匪浅。
如果您需要输送高浓度泥浆或其他具有挑战性的介质,请联系 NETZSCH 的专家。我们很乐意帮助您设计适合您应用的输送技术。